HIROX CASI STUDIO: ANALISI DIFETTOSITA’ SUPERFICIALI DI INGRANAGGI

Lo scopo del presente report è documentare l’idoneità del microscopio digitale 3D HIROX, integrabile in un sistema automatico, ad effettuare un collaudo visivo completo di INGRANAGGI E MANUFATTI SIMILARI durante le varie fasi di fabbricazione e di handling e di rilevare e misurare qualsiasi tipo di difettosità superficiale
COLLAUDO VISIVO CON MICROSCOPIO DIGITALE 3D HIROX
Il videomicroscopio HIROX nella sua configurazione modulare, ad uso manuale , semiautomatico o completamente automatico consente le seguenti operazioni di controllo:
• Osservare il campione in esame mediante luce visibile e ultravioletta (impiego di liquidi penetranti fluorescenti per l’individuazione di microcricche)
• Osservare il campione in esame con luce diffusa e/o con vari angoli di incidenza
• Osservare il campione in esame con ottica coassiale e/o angolata ed eventualmente con endoscopi per l’ispezione di cavità (min. diam. 1,7 mm)
• Inquadrare la totalità del componente in esame e/o ingrandire eventuali particolari di interesse mediante ottica zoom ad alta risoluzione
• Garantire la visualizzazione su monitor ad alta definizione di qualsiasi difettosità superficiale eventualmente rilevabile anche ad occhio nudo, in completa assenza di aberrazioni cromatiche
• Scansionare la superficie mediante un dispositivo di multifocalizzazione (scanner ottico 3D) e memorizzare immagini tridimensionali utili per comparazioni CAD
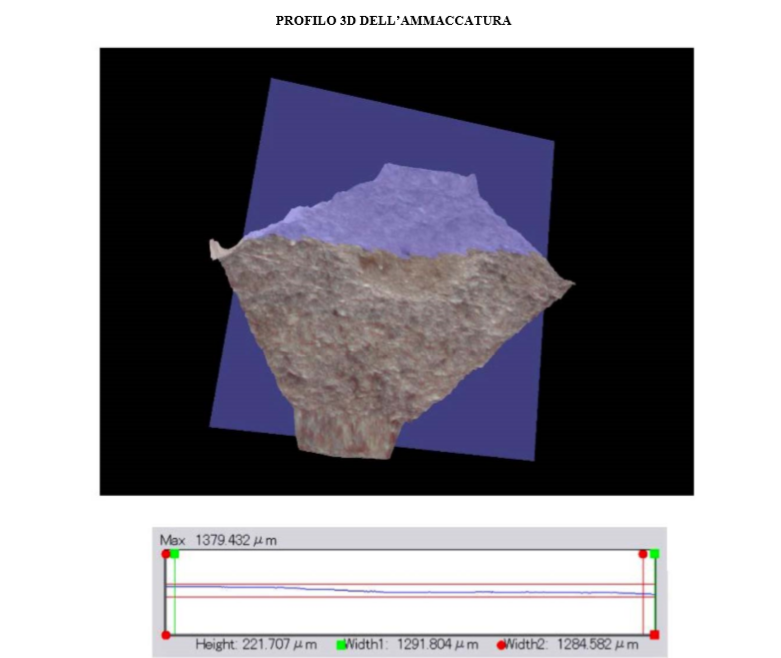
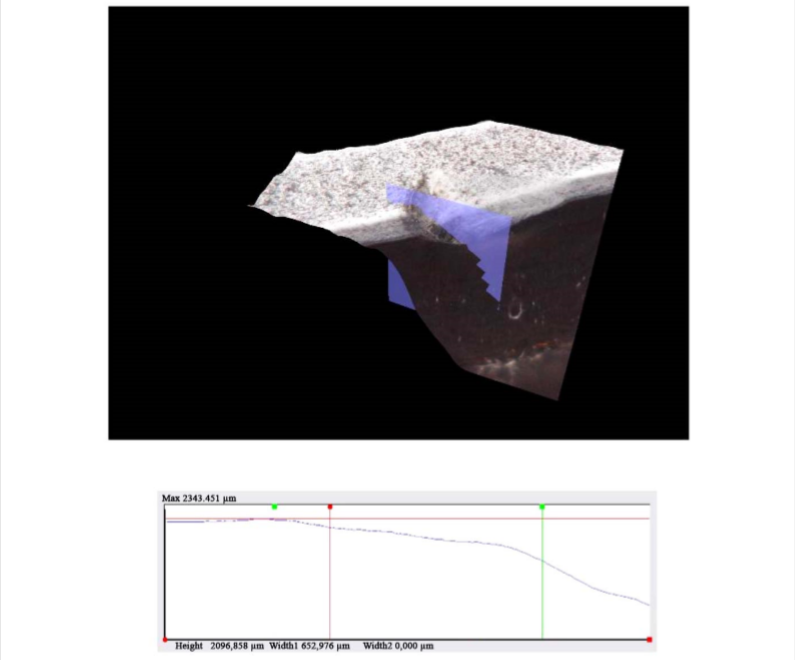
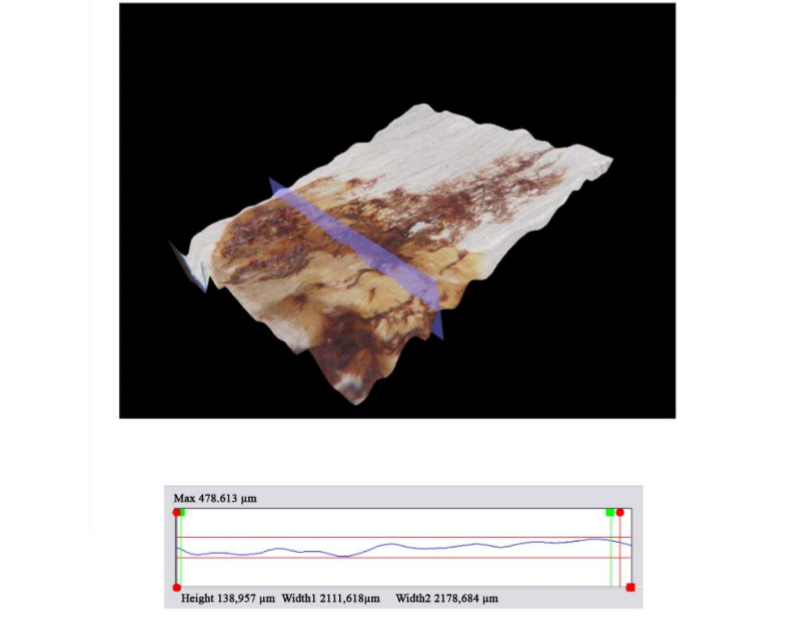
• Misurare e visualizzare la disomogeneità superficiale del componente / Misurare il profilo 3D su sezioni selezionabili dall’operatore
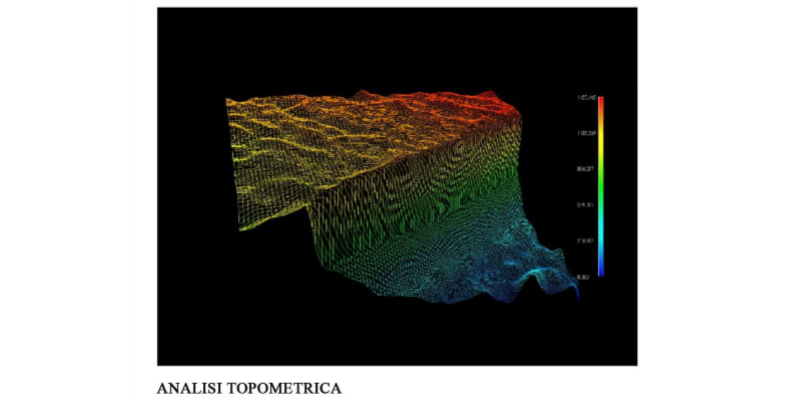
• Analizzare la topografia superficiale del pezzo in esame su tutta l’area inquadrata e visualizzarla mediante nuvola di punti
• Visualizzare numericamente la nuvola di punti con tabulato XYZ in formato CSV , esportabile per calcoli comparativi
• Analizzare la topografia superficiale del pezzo in esame su tutta l’area inquadrata e visualizzarla mediante pseudocolori , ove a ciascun pixel colorato dell’immagine corrisponde una precisa altezza del singolo elemento del componente in esame
• Filmare le acquisizioni dinamiche in formato digitale AVI
Note:
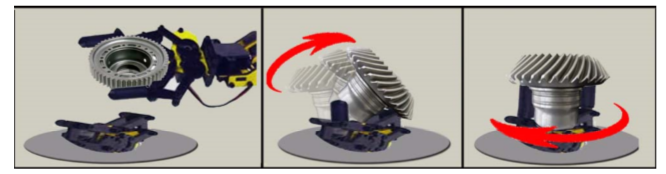
a) Il test è stato eseguito su stativo da banco, utilizzando movimentazione manuale del pezzo e/o del microscopio; la compattezza, il peso limitato e la conformazione del microscopio Hirox ne consentono l’uso con il polso di un robot antropomorfo
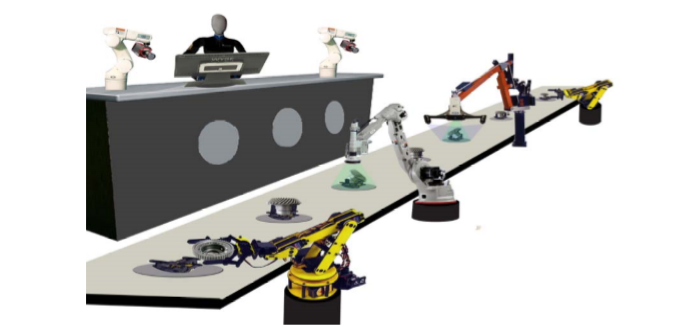
b) Utilizzando un robot antropomorfo, la nuvola di punti xyz, rilevata sul pezzo in esame, esportata come file CSV, può essere utilizzata per comparazione diretta con i dati di un pezzo campione preventivamente misurato
c) in alternativa porzioni di immagine possono essere comparate mediante classiche funzioni di somma e differenza dei pixel (tali comparazioni saranno comunque rese possibili SOLO se garantita una perfetta ripetibilità dell’angolo di incidenza e dell’intensità dei dispositivi di illuminazione)
d) Le misurazioni elencate nel presente report sono state effettuate su ciascun difetto rilevato preliminarmente da controllo visivo effettuato a occhio nudo.
Configurazione Strumentale Videomicroscopio digitale 3D HIROX
• Unità di controllo Hirox KH-7700
• Stativo motorizzato con risoluzione asse Z di 0,05 micron • Corpo microscopio MX-5040RZ (range ingrandimenti da 50X a 400X)
• AD-5040 LOWS : riduttore di ingrandimenti (range da 20X a 160X); L’adattatore è stato scelto per permettere di inquadrare la totalità della sezione di interesse.
• AD-5040HS: adattatore illuminazione coassiale (range da 50X a 400X); • Diffusore AD-5040DS: permette di eliminare i riflessi della luce.
• AD-5040LOWRS: riduttore di ingrandimenti (range da 20X a 160X) con prisma inclinato a 30° motorizzato; è stato scelto permettere la visione interna della sezione di interesse.
• Sistema di illuminazione con lampada agli alogenuri metallici • Cavo di illuminazione a fibre ottiche • Software AutoMultifocus
• Software 2D per misure bidimensionali
• Software 3D per misure tridimensionali
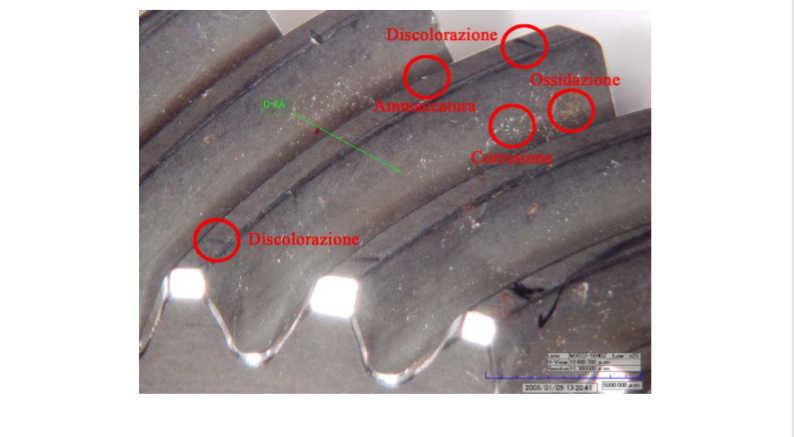
ANOMALIE RILEVATE SUL PEZZO IN ESAME
• AMMACCATURE Depressione sulla superficie del pezzo visibile sotto forma di abbassamento rispetto alla superficie stessa
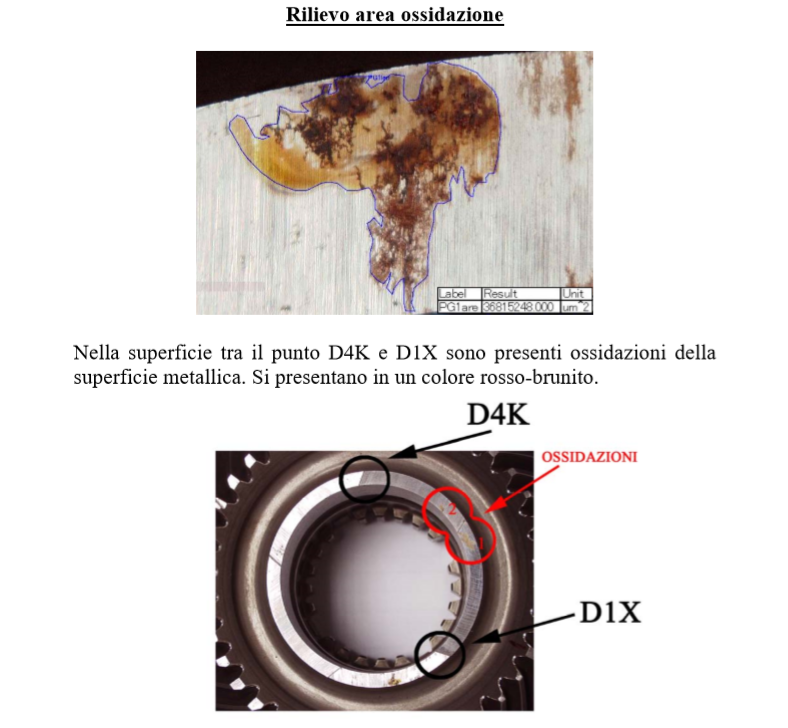
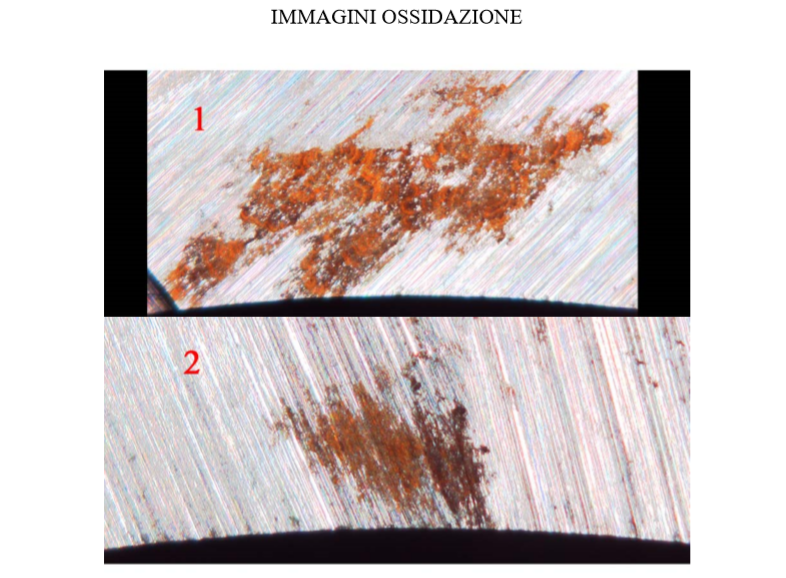
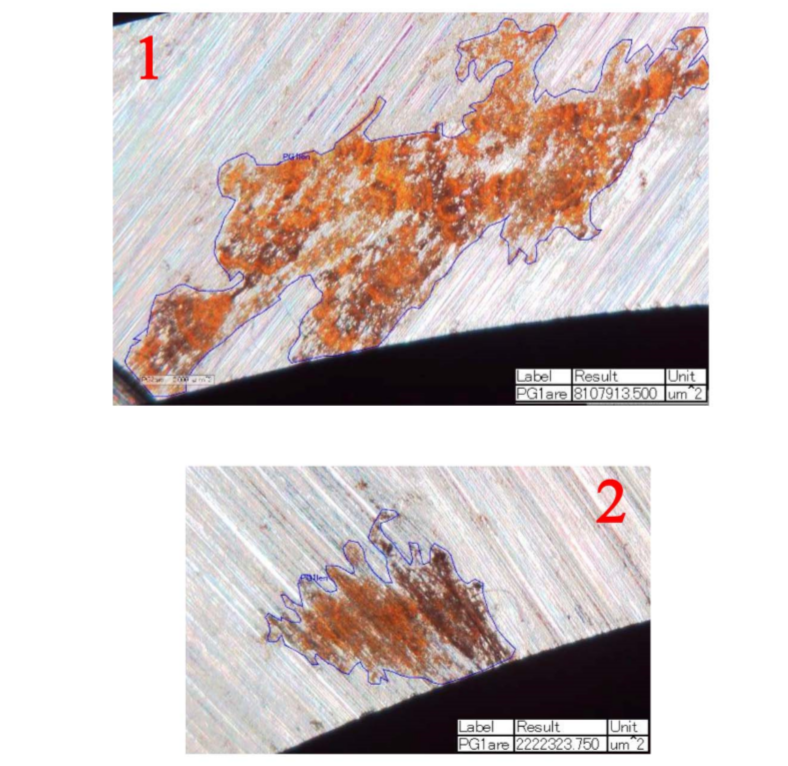
• OSSIDAZIONI Decolorazione di una superficie metallica che solitamente si presenta con un colore rosso – brunito. In presenza di ossidazione, non si evidenzia nessuna alterazione della superficie del materiale (crateri, cavità).
• IMPERFEZIONI SUPERFICIALI Imperfezione che interessa e modifica la superficie; si presenta come una levigatura anomala della superficie senza però penetrare la sua rugosità superficiale
• DISCOLORAZIONI Evidente variazione di colore di una superficie,non correlata ad ossidazione e corrosione, rispetto ad una zona adiacente di colore uniforme. Lo scoloramento può essere ad esempio causato da un trattamento superficiale o termico.
• CORROSIONI Vaiolatura e decolorazione della superficie caratterizzata dalla presenza di crateri nel materiale.
• RIGATURE Scanalatura nella superficie, stretta, poco profonda e la cui unica dimensione facilmente rilevabile è la lunghezza, come causata da un oggetto appuntito che si muove leggermente su una superficie.


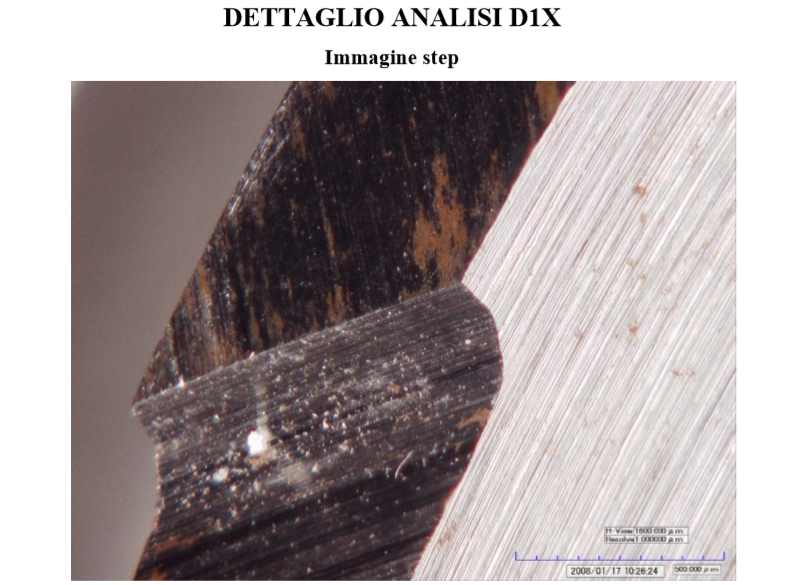
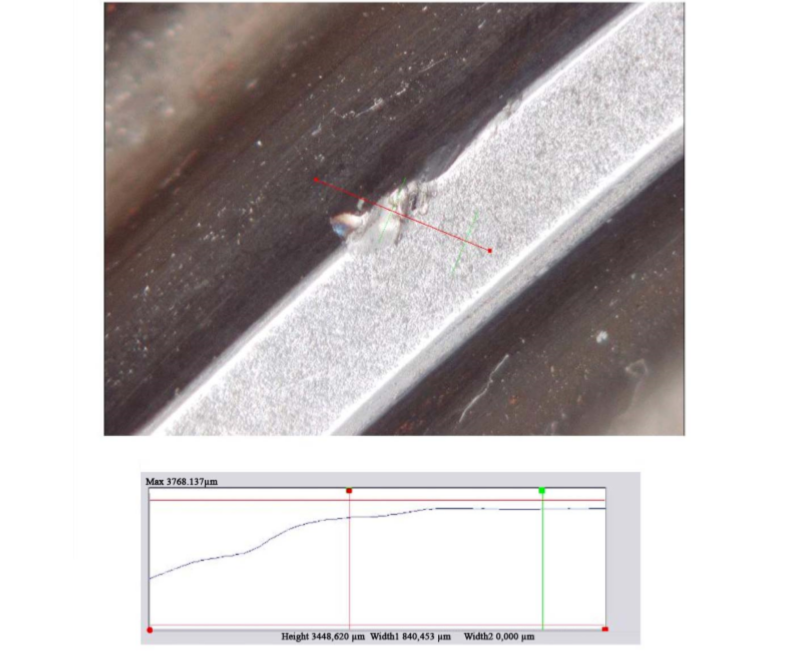
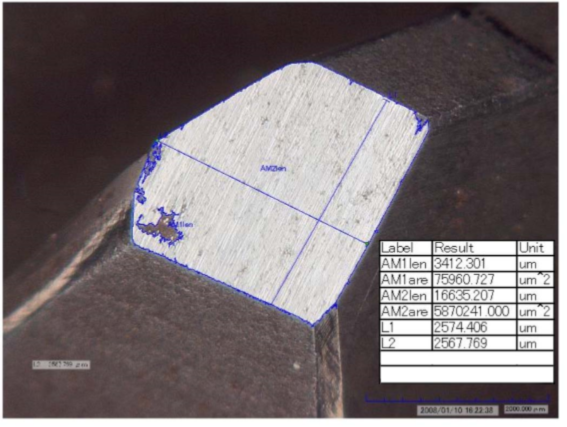
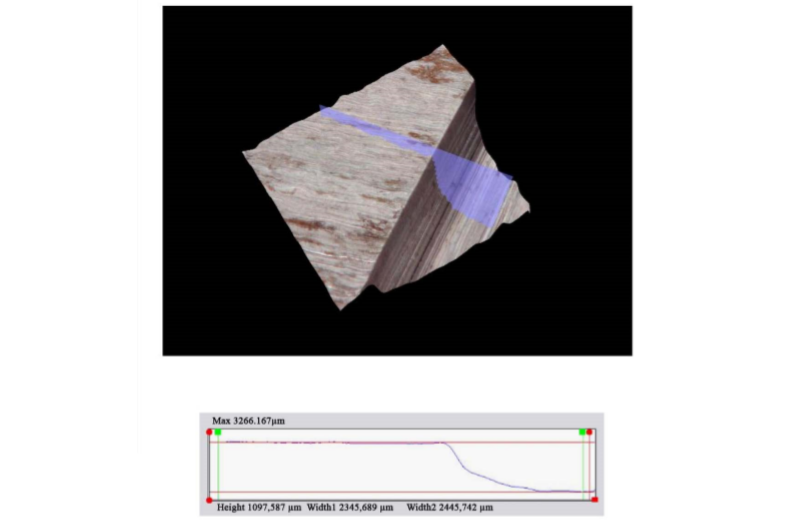
Misure di altezza del gradino
OSSIDAZIONI
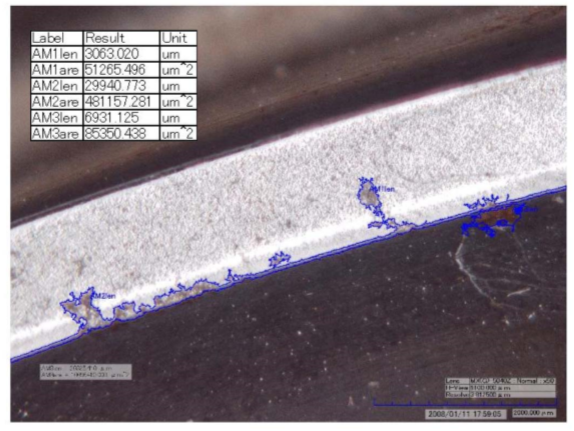
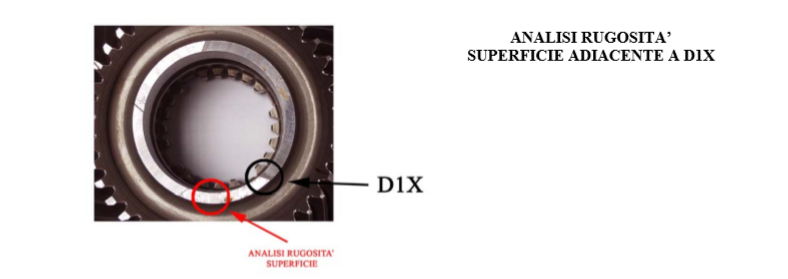
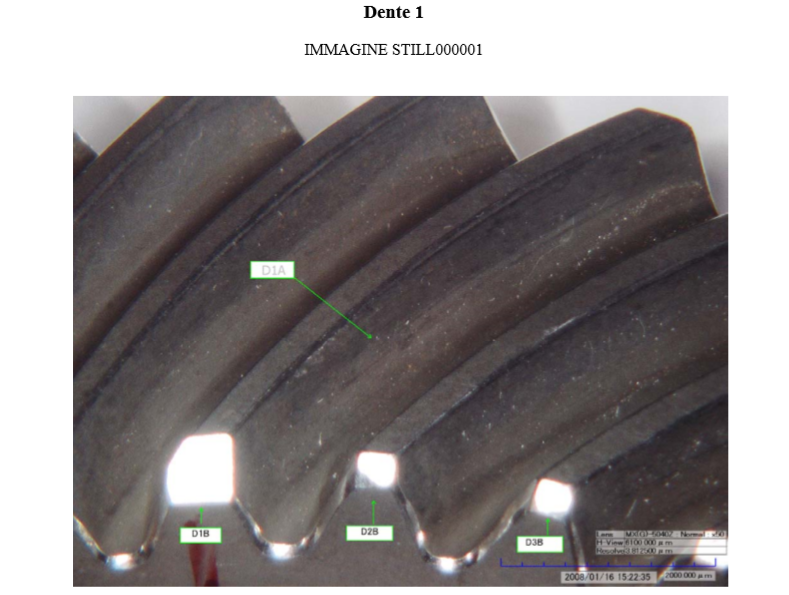
La superficie tra il punto D1X e D2Y presenta un’evidente ossidazione della superficie metallica. Si presenta in un colore rosso-brunito; pur essendo presente non ci sono rilevanti alterazioni superficiali del materiale come crateri o cavità.

ANALISI FASCE DENTATE
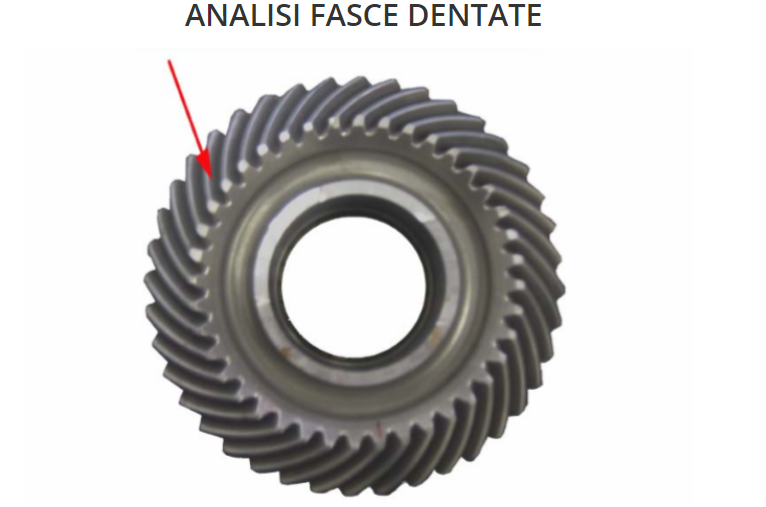
METODOLOGIA DI LAVORO
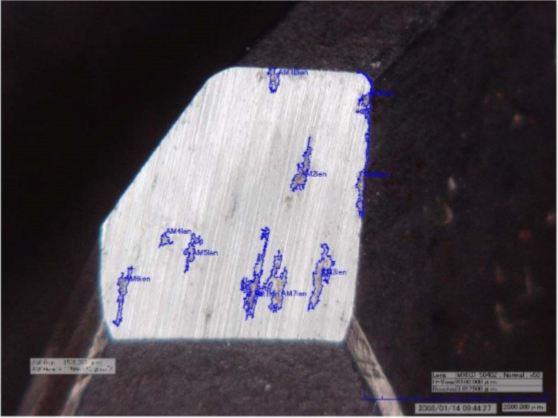
Per l’analisi di ogni singola fascia dentata si rende necessario dividere in due campi visivi la superficie analizzata : A e B ;
Essendo la superficie della fascia dentata molto riflettente, si sono riscontrate problematiche di uniformità di illuminazione e di chiara visione della superficie; pertanto sono necessari due differenti set-up di intensità della fonte luminosa utilizzata.
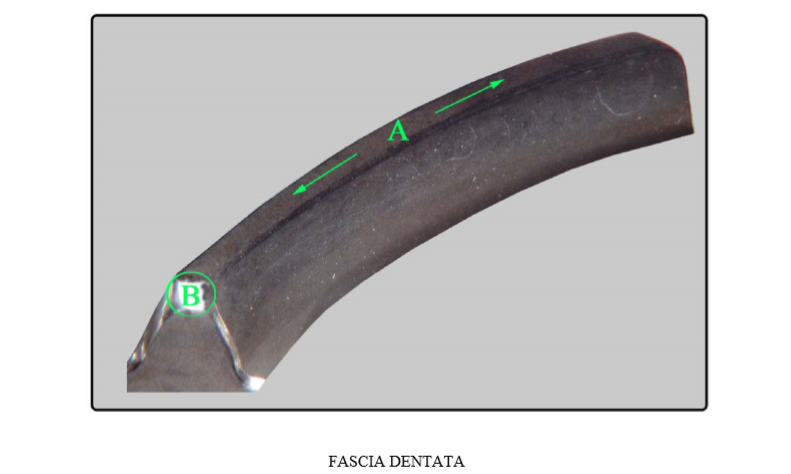
SEZIONE A : – Metodo di collaudo visivo per il controllo difettosità (condizione osservata ad occhio nudo) :
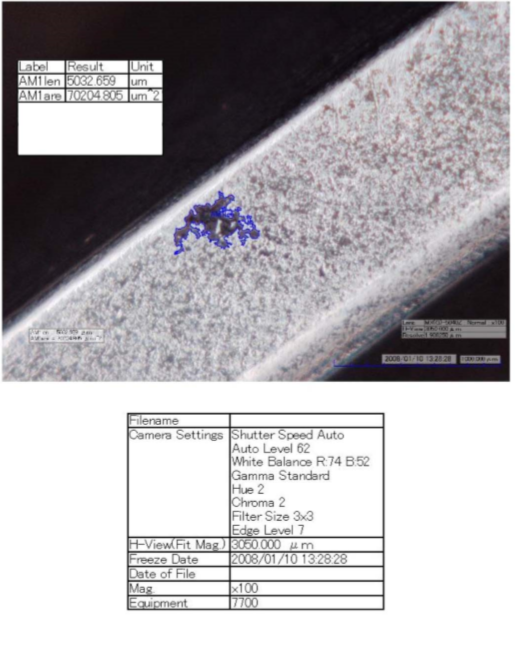
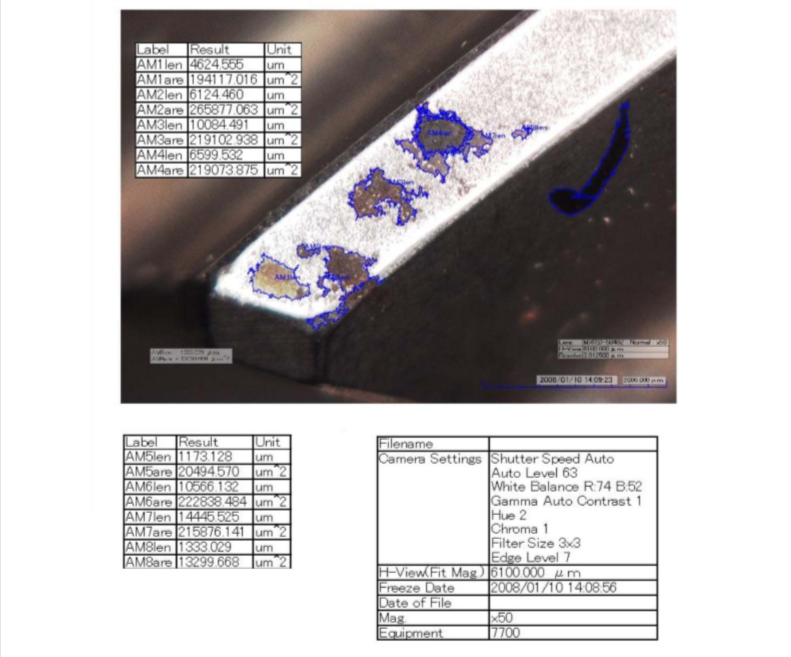
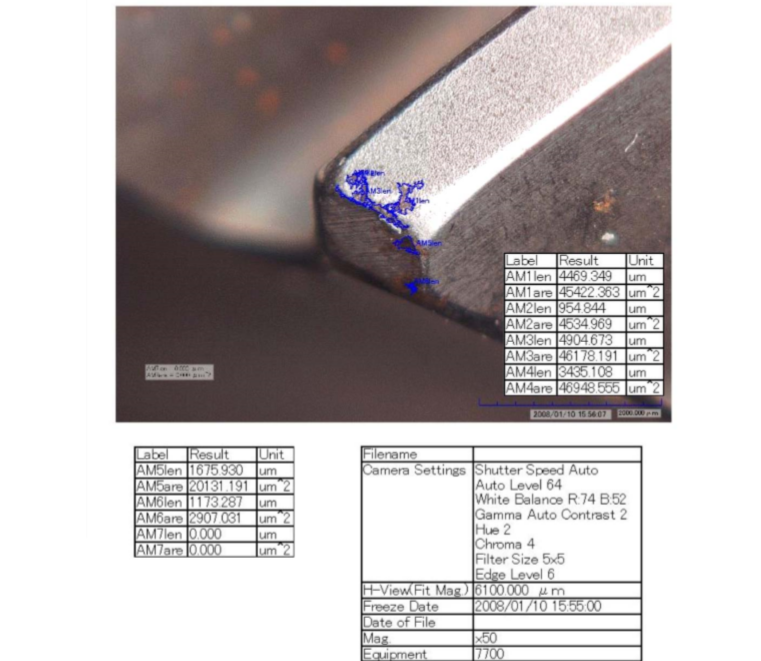
Presenta difetto di tipologia A1 – Ammaccatura – Depressione sulla superficie del pezzo visibile sotto forma di abbassamento rispetto alla superficie stessa
Metodo di collaudo visivo con Microscopio Digitale 3D Hirox : Presenta difetto di tipologia A1/A2 – Ammaccatura – Ossidazione – Imperfezioni superficiali.
OSSIDAZIONE – Decolorazione di una superficie metallica che solitamente si presenta con un colore rosso – brunito. In presenza di ossidazione, non si evidenzia nessuna alterazione della superficie del materiale (crateri, cavità).
IMPERFEZIONI SUPERFICIALI – Imperfezione che interessa e modifica la superficie; si presenta come una levigatura anomala della superficie senza però penetrare la sua rugosità superficiale